Red Mud – Characteristics, Issues and Emerging Applications
Contributed by: Anonymous
2021-08-21
Red mud is a side-product of the Bayer process, the principal means of refining bauxite en route to alumina. The residue invariably has a high concentration of iron oxide which gives the product a characteristic red color. A small residual amount of the sodium hydroxide used in the process remains with the residue, causing the material to have a high pH/alkalinity, normally >12.
The main constituents of the residue after the extraction of the aluminium component are insoluble metallic oxides. The percentage of these oxides produced by a particular alumina refinery will depend on the quality and nature of the bauxite ore and the extraction conditions.
ISSUES WITH RED MUD
- Due to its high alkalinity, discharge of red mud is environmentally hazardous. In Hungary, in 2010, a waste pond containing red mud collapsed in the city of Ajka, killing 10 people, while 150 others sustained severe chemical burns. The toxic material also destroyed all life in a nearby river.
- RED MUD RADIATION - Through the use of thermal and epithermal neutron activation analysis - advanced techniques used to determine the radiation properties of a given material - scientists have studied the nuclear properties of red mud. In addition to the more traditional environmental risks listed above, nuclear radiation dosing could present another disastrous property of red mud which further dictates how carefully it should be stored. While the average person is exposed to approximately 50 mSv per year, a worker consistently exposed to red mud would receive an additional dosage of several mSv per year.
- IMPACT ON SOIL - Seepage of red mud impacts the soil characteristics which includes secondary salinization of soil due to downward movement of sodium (Na), increased alkalinity of soil and increased mixing with the organic material of soil. A further issue in both streams and the affected soil environments is the potential for the long-term cycling of metals and metalloids in the soil–water environment due to anion-exchange reactions. Enhanced release of as from soil-red mud mixtures under both aerobic and anaerobic conditions were reported with phosphate addition. Given the ubiquity of phosphate in soils and surface waters in agricultural settings, long-term monitoring of areas where the residual red mud was plowed into the soil was recommended.
WIDE- SPREAD APPLICATIONS OF RED MUD IN DIFFERENT INDUSTRIES
Known formally as bauxite residue, red mud is the noxious by-product of the Bayer process for extracting aluminum from bauxite ore.Aluminum mining leaves behind a staggering 120 million metric tons per year of the salty, highly alkaline, heavy-metal-laden material, according to the International Aluminium Institute, a London-based trade organization. The aluminum industry has long tried to find ways to recycle the environmentally problematic red mud.
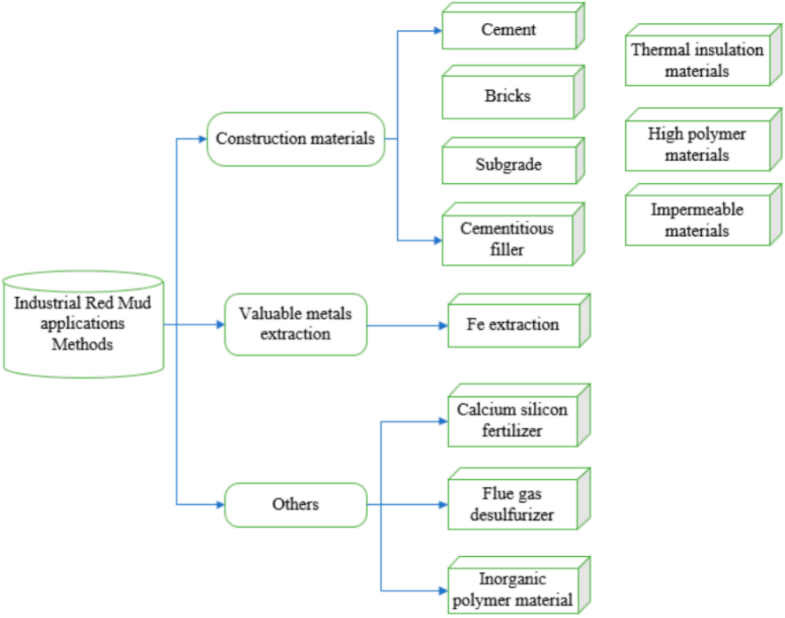
Some of the typical applications include cement (Portland cement clinker, supplementary Cementous materials/blended cements and special calcium sulfa-aluminate cements), road construction, production of low-cost concrete, application to sandy soils to improve phosphorus cycling, amelioration of soil acidity, landfill capping and carbon sequestration.
INDUSTRY PRACTICES
- Australia-based industrial waste management firm Virotic has developed a process to neutralize red mud with copious amounts of seawater or brine. The resulting material is generally used to remediate mining sites, but it is also used as filler to make bricks and as a sorbent to trap metals and phosphorus in wastewater.
- Aluminum producer Alcoa has a process to carbonate red mud using CO2 from industrial gas streams. The resulting "red sand" is used to make cement and in road construction.
- Others have developed processes to recover iron and rare-earth metals from red mud. But so far, only 2 million metric tons of red mud is being repurposed annually—less than 2% of the amount being generated.
- In 2015 a major initiative was launched in Europe with funds from the European Union to address the valorization of red mud. Some 15 Ph.D. students were recruited as part the European Training Network (ETN) for Zero-Waste Valorization of Bauxite Residue. The key focus will be the recovery of iron, aluminium, titanium and rare-earth elements (including scandium) while valorizing the residue into building materials.
- In 2020, the International Aluminium Institute, launched a Roadmap for maximizing the use of bauxite residue in cement and concrete.
- In November 2020, The ReActiv: Industrial Residue Activation for Sustainable Cement Production research project was launched, this is being funded by the EU. One of the world's largest cement companies, LafargeHolcim, in cooperation with 20 partners across 12 European countries, launched the ambitious 4-year ReActiv project (reactivproject.eu). The ReActiv project will create a novel sustainable symbiotic value chain, linking the by-product of the alumina production industry and the cement production industry.
- In another project, red mud from Rusal's refineries in the Urals has been mixed with various additives for ferrous metallurgy applications. The aim is to produce cast iron and dross-based products in new generation two-chamber furnaces. A prototype 500kg/hr furnace has already been built at the Moscow Institute of Steel and Alloys and is undergoing further improvements.
- In India, major producer Vedanta Aluminium Ltd has commissioned a red mud powder processing unit at its Lanjigarh refinery in Odisha, probably the first of its kind in the alumina industry addressing major environmental hazards. The unique project to produce 'red mud powder' has been commissioned in a fully mechanised and automated plant. According to the company, the process system was developed in-house following continuous research for more than three years.
The new plant delivers advantages such as savings in caustic soda consumption by 10-15 kg per tonne of alumina, minimizing land requirement by 50-60%, eliminating containment of wet red mud and associated environmental hazards. The powder can readily be utilized in cement manufacture as well as in other industries, the company claims.
Categories
Raw Materials
Scrap
Consumables
Primary Aluminium
Secondary Aluminium
Equipment
Technology
Downstream Products
Finished Products
Utilities
Services
Others
Recent Blogs
Subscribe to newsletter
Connect with us